The Nuts of Broken Bolt Removal



There are many bad feelings one may have when faced with a wind turbine not producing electricity to capacity. These tend to get even worse when you discover this is due to broken bolts. No place is off limits: you’ll find bolts inside the hub flange, main frames, rotors, blades, and nacelles. Since this could be considered a reoccurring problem in the wind industry, there are already conventional methods to deal with this type of issue, such as bolt extractors and welding nuts. However, there are many factors when deciding if these methods could be considered a timely solution. Then you have to decide if you’re willing to drill the broken bolts and risk damaging the thread.


Picture 1: Wind Turbine Broken Bolts
These situations happen with some frequency, and are part of everyday life on wind farms. Conventional solutions such as big bolt extractors, or going through the welding process, might not be able to remove the stuck bolts, and can even cause additional damages. Additionally, the welding process requires a certified welder, which are in short supply (and often not readily available). Even if you do happen to have a good welder on hand, they may not be able to weld the broken bolt if it’s deep within the flange hole.
With an ever-increasing turbine capacity leading to bigger blades, bigger tower sections, bigger flanges, and (finally) bigger bolts, the process of bolt extractions is becoming even more challenging. The number of repowering projects is also growing. Towers built 10, 20, and even 30 years ago are being refurbished. They’re also full of bolts that were often installed without proper torque control (over torque), leading to a potential nightmare.
To ease the shared pain of this difficult situation experienced by many site managers, OEM, O&M, etc., an old method commonly used in the heavy-duty industry was adapted. The first electrical discharge machines and methods were developed in 1940s by Soviets working on tungsten erosion and (unbeknown to the US) when, between 1960s and 1970s, workers were trying to make dies from hardened steel. During this time frame, a team of American scientists developed a method to remove broken drills and taps from aluminum castings. Afterwards, the machines were then developed and improved upon over the years.
The EDM process consists of metal being removed from a base piece (bolts, flanges, etc.,) by a series of rapidly recurring current discharges between one electrode, a dielectric liquid, and the metal piece. The combination of these factors disintegrates the metal parts, resulting in tiny metal particles (debris) to be carried away by the liquid.
Why use the EDM instead of conventional processes?
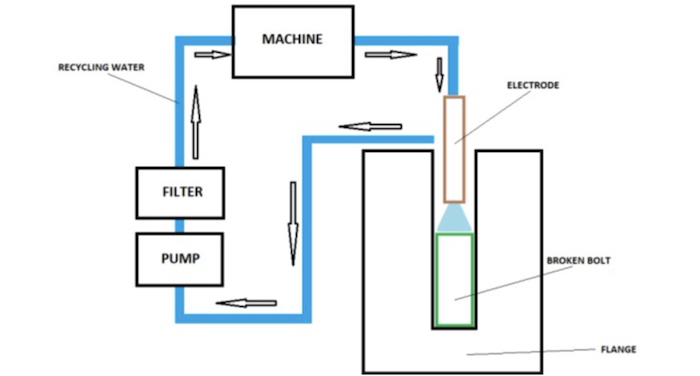
Picture 2: EDM Schematic Diagram
In this EDM process adaptation for wind turbines (for both down and up tower) the disintegration process is the same as the conventional process, but modified to make it substantially safer and cleaner. The up tower rigging process is carried out following all wind industry safety requirements. The disintegration equipment is designed and manufactured to avoid electrical shocks. In case of any malfunction, whether due to operator or device failure, the equipment automatically shuts down. Environmental safety is also paramount; the process uses a water recycling system in which the water resulting from the disintegration goes through a filtering process, and returns to the discharge system. The resulting byproduct contains only a mix of water and metal particulates, posing no risk to the environment.
In addition to being safe and clean, the EDM process is also faster, in some cases, when dealing with multiple broken bolts. This is a big advantage, as you’ll normally encounter multiple broken bolts on larger components. During the repowering process, it’s typical to find mulitple broken bolts in each component. With this in mind, the EDM is designed to reach several broken bolts (around 6 or 7) at the same time, using a single machine setup; only the electrode needs to be repositioned. Not only does this save time during the repair, but also results in getting back to operation in a more efficient time frame overall.


Picture 1: Broken Bolts Extracted
The EDM process also reduces the odds of having thread damage, when compared with the standard bolt extraction process of ‘’drilling’’ the broken bolt in parts inside the flange hole. Excess damage is avoided because the EDM process uses electrodes manufactured specifically for each type of bolt. For example, one specific electrode is manufactured to match an M36 broken bolt. The electrode can have two different profiles for one specific bolt, since there are two different methods for the bolt extraction process. The first process consists of ‘burning’ the bolt core, and then using a bolt driver to unscrew the stuck bolt from the inside out. The second process involves ‘burning’ the bolt very close to the thread dimension (without interfering with the thread), breaking the bolt into small parts, and removing the small parts from the flange hole. A case study should be conducted prior to the start of every job to evaluate which process best fits each situation. The process is also applied in situations where access to the broken bolts is restricted or obstructed. The machine contains several extension arms, or offsets, allowing it to reach points that a standard process could not.
EDM methods are an appealing option for broken bolt extraction situations. The methodology may be old, but when applied to modern problems, becomes an innovative, safe, and clean solution to a major obstacle faced by wind sites.
Lucas Machado is Engineering Manager at Tech Wind Services, which specializes in the inspection and repair of wind towers.
Tech Wind Services | techwindservices.com
Author: Lucas Machado
Volume: 2023 May/June