


Wind Turbine Gear Oils Protect Against Wear



 Wind turbine gearboxes face severe operating conditions. In comparison to similarly-sized industrial gearboxes, wind turbine gearboxes have higher power densities, more variable loading, and experience wider operating temperature ranges. These conditions make selecting the right gear oil critical to maintaining wind farm availability and profitability.
Wind turbine gearboxes face severe operating conditions. In comparison to similarly-sized industrial gearboxes, wind turbine gearboxes have higher power densities, more variable loading, and experience wider operating temperature ranges. These conditions make selecting the right gear oil critical to maintaining wind farm availability and profitability.
The primary purpose of a gear oil is to protect against tooth wear. Without lubrication, the friction and highly concentrated loads on the gear teeth would quickly destroy tooth surfaces. A wind turbine gear oil protects in two ways: first, by preventing gear teeth from coming into direct contact; and second, by preventing wear when contact occurs.
Keeping Teeth from Contacting
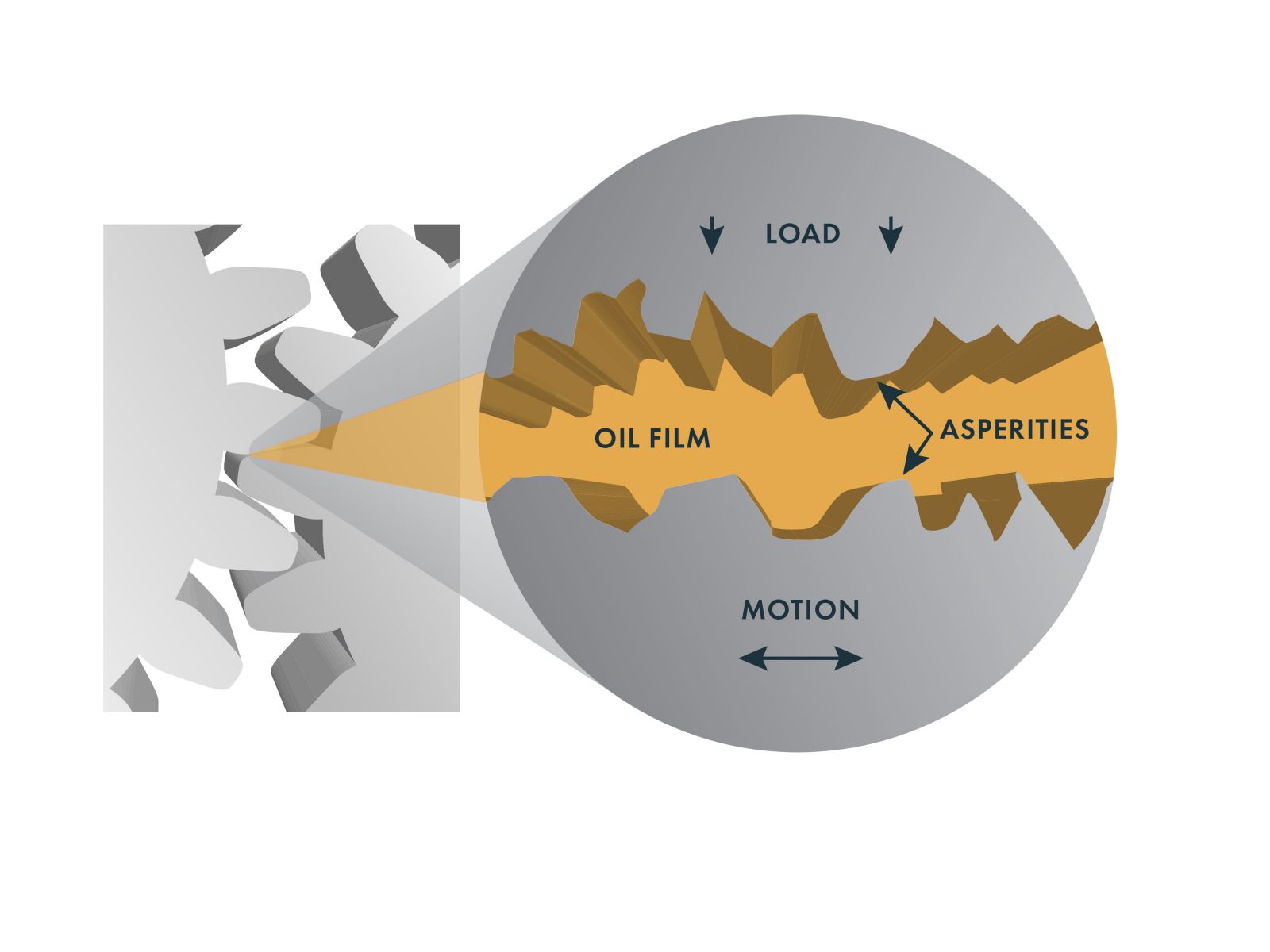 While gear teeth appear smooth to the naked eye, when viewed through a microscope, peaks, or "asperities", become visible. Under ideal conditions, the asperities on opposing gear teeth are separated by a film of gear oil that prevents contact and wear, as shown at the right. This is known as hydrodynamic lubrication - it's the same phenomenon responsible for cars "hydroplaning" on wet pavement. The oil film thickness is influenced by the gear speed, the pressure between the opposing gear teeth, and the gear oil viscosity. The gearbox design and operating conditions determine the speed and pressure. The last variable, gear oil viscosity, is the only one that can be easily changed by the operator.
While gear teeth appear smooth to the naked eye, when viewed through a microscope, peaks, or "asperities", become visible. Under ideal conditions, the asperities on opposing gear teeth are separated by a film of gear oil that prevents contact and wear, as shown at the right. This is known as hydrodynamic lubrication - it's the same phenomenon responsible for cars "hydroplaning" on wet pavement. The oil film thickness is influenced by the gear speed, the pressure between the opposing gear teeth, and the gear oil viscosity. The gearbox design and operating conditions determine the speed and pressure. The last variable, gear oil viscosity, is the only one that can be easily changed by the operator.
Viscosity is a liquid's resistance to flow. Higher viscosity oils create thicker films because they resist getting squeezed out from between the opposing gear teeth. However, an oil that is too viscous will cause excessive drag on components, resulting in lower system efficiency and higher operating temperatures. Since a single oil is used to lubricate the low- and high-speed stages of the gearbox and the bearings, the oil viscosity chosen must meet the requirements of all the gearbox components.
Gear oil viscosities are specified by ISO viscosity grade. The viscosity grade indicates the kinematic viscosity of the oil at 40 ° C (104 ° F) in centistokes (cSt). Each successive viscosity grade in the ISO system is ~50% more viscous than the previous (i.e., ISO 100, 150, 220, 320, 460...). While not a standard ISO viscosity grade, 390 centistoke oil has been selected by some Operations and Maintenance (O&M) companies to achieve optimal lubricant film thickness in many common wind turbine gearboxes.
An oil's viscosity changes with temperature. Gear oils thicken at lower temperatures and thin at higher temperatures. The viscosity index (VI) of a gear oil indicates how much the gear oil's viscosity changes with temperature. The viscosity of an oil with a high viscosity index will change less with temperature than an oil with a lower viscosity index. A higher viscosity index is desirable because it provides more consistent lubrication at startup and year-round.
Preventing Wear from Contact
Ideal lubrication conditions don't always exist, even in well-designed gearboxes. A sufficient oil film may not exist for several reasons; high torques, low speeds, and shock loads can squeeze out most of the oil film. Without an adequate oil film, the surfaces of the opposing gear teeth can come into direct contact with one another - this condition is known as "mixed lubrication" because the tooth load is shared between the remaining oil film and the asperities. The resulting localized high temperatures and pressures at the contact points can cause the asperities on one tooth to "weld" to the asperities on the opposing tooth. As the teeth rotate out of mesh, the welds break, transferring material from one surface to another, destroying the tooth surfaces. This process is called "scuffing" because it creates a characteristic streak pattern on the teeth.
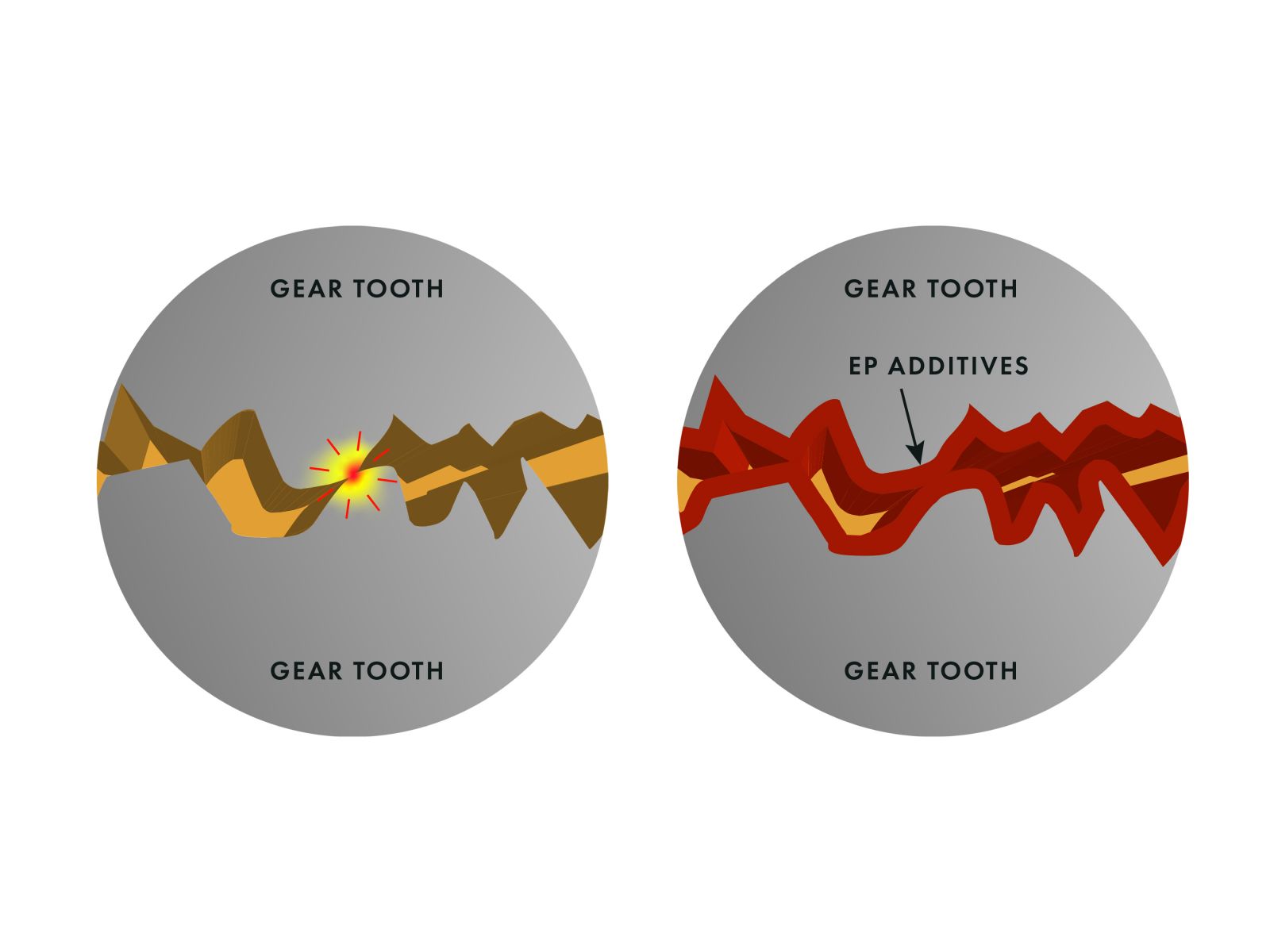 Gear oils include extreme pressure(EP) additives to prevent scuffing. The extreme pressure additives may consist of a variety of phosphorus, boron, and sulfur compounds that adsorb onto tooth surfaces to form a protective layer over asperities. This boundary layer prevents the asperities from welding to one another, protecting the gear teeth from scuffing, as shown at left.
Gear oils include extreme pressure(EP) additives to prevent scuffing. The extreme pressure additives may consist of a variety of phosphorus, boron, and sulfur compounds that adsorb onto tooth surfaces to form a protective layer over asperities. This boundary layer prevents the asperities from welding to one another, protecting the gear teeth from scuffing, as shown at left.
One standard method for evaluating the effectiveness of the extreme pressure additives in a gear oil is the FZG scuffing test. FZG stands for the "Forschungsstelle fur Zahnrader und Getriebebau", which is the German name for the Institute of Machine Elements at the Technical University of Munich, where the test method was developed. I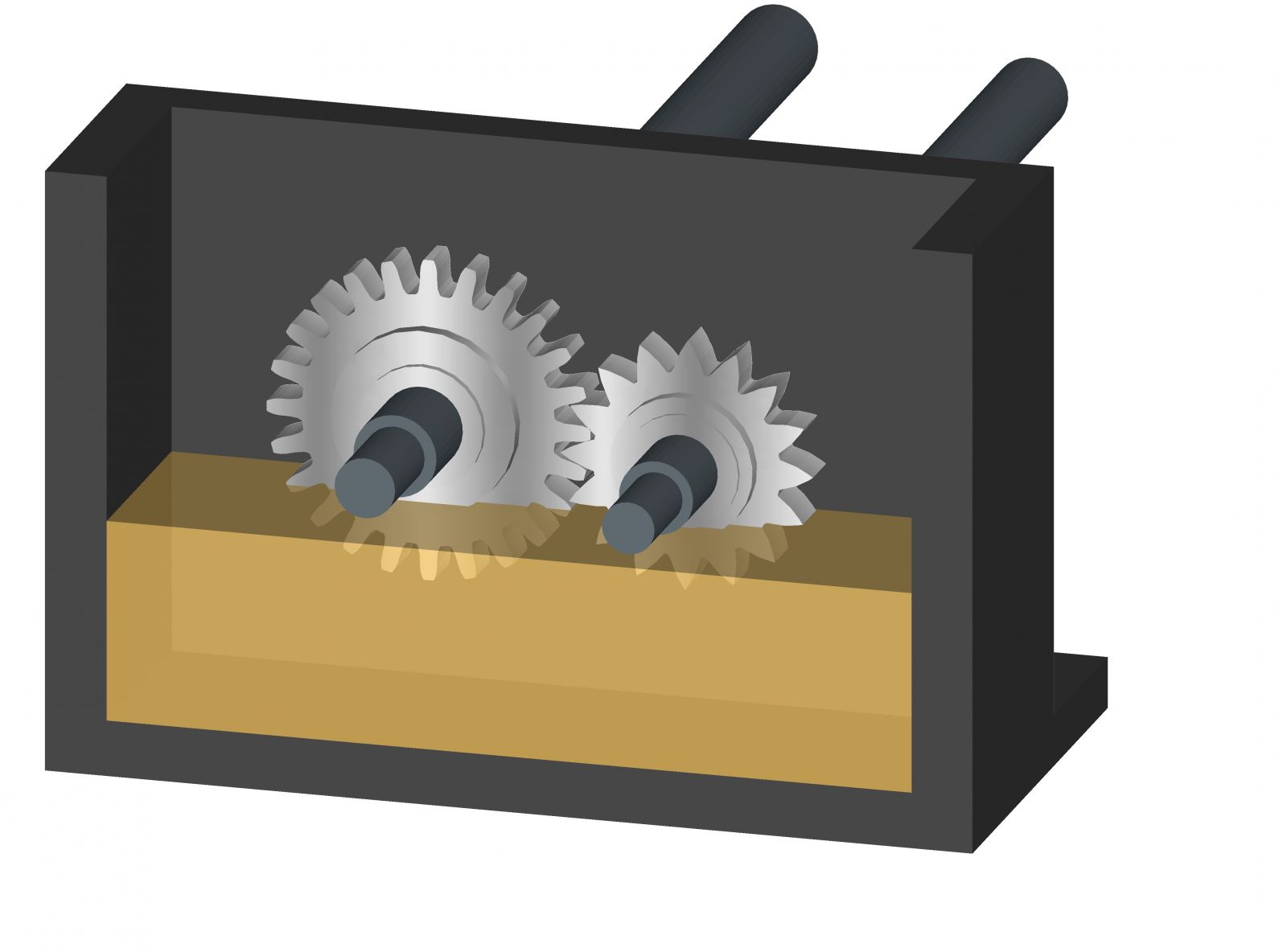 n this test, astandard sample gearset is lubricated with the gear oil, as shown below. The gearset is then subjected to increasingly severe operating conditions in a series of stages. After each stage, the gearset is inspected; if the damage and wear are within acceptable limits, the next stage of the test is initiated with more severe operating conditions. The FZG fail stage for a gear oil corresponds to the stage in which the wear exceeded the acceptable limits.
n this test, astandard sample gearset is lubricated with the gear oil, as shown below. The gearset is then subjected to increasingly severe operating conditions in a series of stages. After each stage, the gearset is inspected; if the damage and wear are within acceptable limits, the next stage of the test is initiated with more severe operating conditions. The FZG fail stage for a gear oil corresponds to the stage in which the wear exceeded the acceptable limits.
There are several variations on the FZG test, so care must be taken to ensure the same test conditions were used when comparing gear oil datasheets against one another. FZG test descriptions and standards will be noted on the datasheets, along with a series of letters and numbers separated by "/" marks denoting the operating conditions. Most wind turbine gear oils will surpass the passing criteria of the final stage in the commonly used FZG A/16.6/90 scuffing test. Therefore, more severe tests, such as the FZG A10/16.6R/90 scuffing test, are required to differentiate wind turbine gear oil performance.
Side-by-side field test data can provide additional insight into wear and scuffing protection. A typical field trial involves selecting several similar turbines at a single wind farm and filling them with different gear oils. Over the course of several years, the turbine gearboxes are monitored (using oil sampling, instrumentation, and maintenance records) to determine the best performing oil. This approach has been employed by O&M companies seeking to maximize turbine availability.
Other Considerations
While the primary purpose of a gear oil is to protect gear teeth, a good gear oil must also lubricate bearings, endure years of service, and protect against corrosion. Wind turbine operators seeking to maximize uptime should consider gear oils from several manufacturers to determine which product best meets their needs. Any differences in the initial product cost may easily be outweighed by the extended service intervals and better gearbox reliability offered by higher quality gear oils.
Austin Guenther, P.E. is the Chief Marketing Officer of Hydrotex, a manufacturer and distributor of wind turbine gear oils, hydraulic fluids, and greases. He has a Bachelor of Science in Mechanical Engineering from Marquette University, and a Masters of Business Administration from Georgia Tech.
Eli Lester is the Wind Power Market Segment Leader for Hydrotex. He has over a decade of experience in the lubrication industry and has trained technicians from several O&M companies on wind turbine lubrication best practices.
Hydrotex |www.hydrotexlube.com
Author: Austin Guenther, P.E. and Eli Lester
Volume: 2019 September/October