Contingency Planning - The clever solution before serious incidents strike



For many Wind Energy stakeholders, serious incidents involving fires, arc flashes, and lightning are not a part of everyday life. This would explain why many companies are not prepared for these situations when they rear their ugly heads. For energy companies and OEM's, these are sensitive matters that affect many aspects of business, including reputation, safety, and reliability. Evidence shows that being prepared for such crises will significantly speed up the recovery process.
Fire and Arc Flash
One of the most significant risks in the wind energy industry is an arc flash. An arc flash is the light and heat produced as part of an arc fault, a type of electrical discharge resulting from a low-impedance connection (through air to ground, or another voltage phase in an electrical system) which can exceed temperatures of 35,000 °F. Fires resulting from arc flashes cause direct and secondary damage to a Wind Turbine Generator (WTG). A direct loss results when equipment is burned out to the point where metal surfaces are damaged beyond repair.
 Secondary damage, otherwise known as contamination, is widespread damage in the WTG that is caused by residual chemicals after arc flashes incite fire, explosion, or other combustion events. Equipment may also have light to moderate melting damage on the cabling, plastic pipes, and insulation, yet still be restorable. In many cases concerning WTGs, the secondary damage may be up to 10-15 times more severe than the direct damage when measured in replacement costs.
Secondary damage, otherwise known as contamination, is widespread damage in the WTG that is caused by residual chemicals after arc flashes incite fire, explosion, or other combustion events. Equipment may also have light to moderate melting damage on the cabling, plastic pipes, and insulation, yet still be restorable. In many cases concerning WTGs, the secondary damage may be up to 10-15 times more severe than the direct damage when measured in replacement costs.
Soot that covers the surface is the most visible damage. It consists mostly of carbon, which is conductive. Note: It is important to not power up carbon contaminated equipment, as short circuits will more than likely occur, adding further damage to the equipment. What is not immediately visible on the surface of equipment is the acid that develops in the combustion of materials - this acid is the worst type of contamination after a fire or arc flash. Depending on the contamination and humidity levels, it will become visible in the form of corrosion.
During the combustion of various materials, several different acids may develop. Polyvinyl Chloride (PVC) is a material that is used in almost every installation. The most common corrosive acid that develops during the combustion of PVC is known as hydrochloric acid (HCI). This acid is part of the warm smoke, which condenses on cold surfaces. Due to the pressure from the warm air, it can enter every unsealed area. It is easy to underestimate just how much HCI develops during a combustion: to put it in perspective, for every 1 kg PVC that is burned, 1.2 liters of acid develops.
![]() Consequences for Technical Equipment and Installations
Consequences for Technical Equipment and Installations
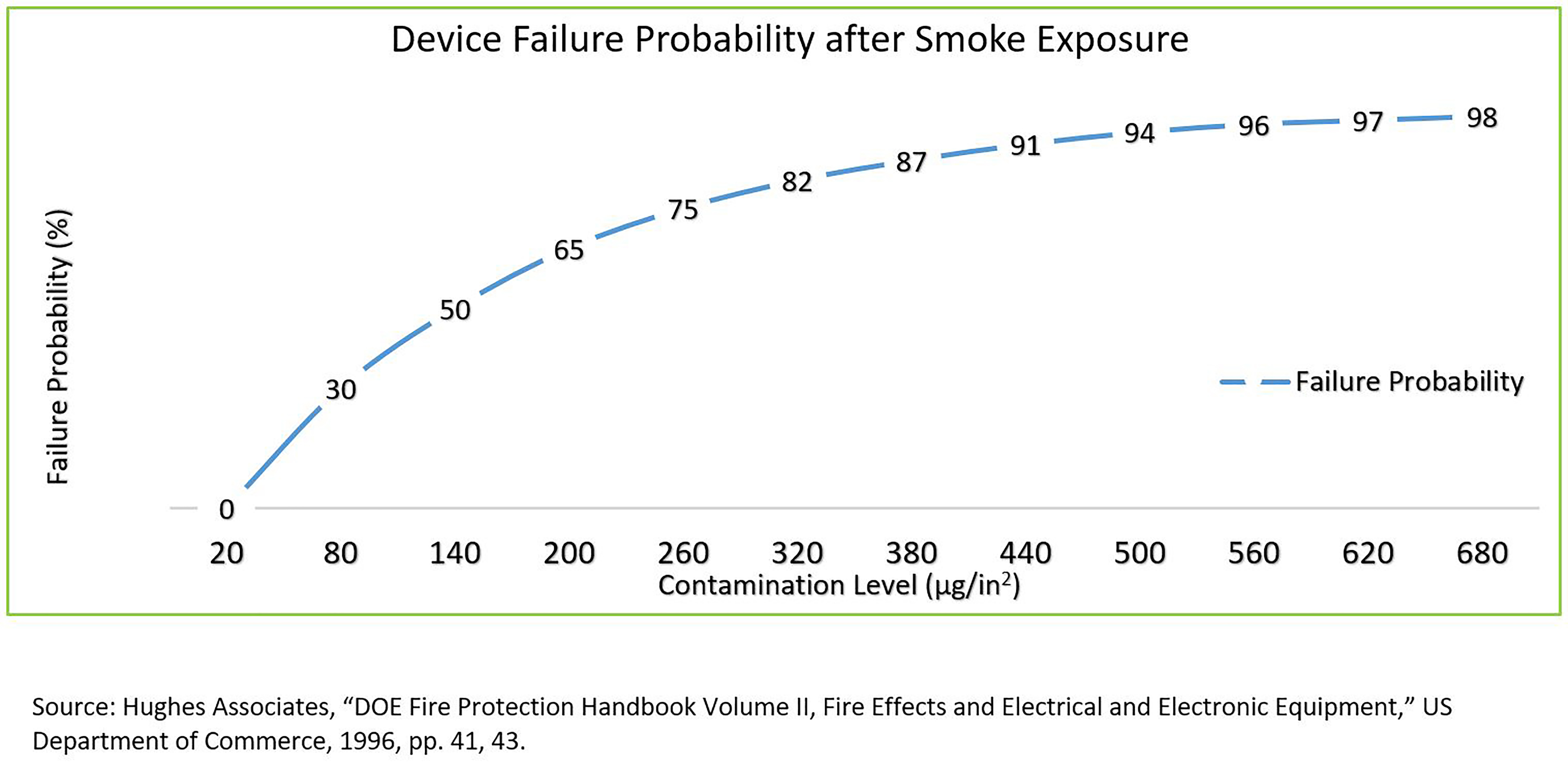
Corrosion erodes metals. The speed at which this occurs depends on the contamination level, humidity level, and type of metal. In 1996, the U.S. Department of Energy conducted a study that found that the failure rate of equipment increases dramatically as contamination levels increase. Even low levels of contamination will increase the failure probability to a critical level. If the contamination is not addressed, the failure rate continues to rise.
Contingency Plan Measures
Successfully building a well-functioning contingency plan for serious incidents requires identifying the appropriate internal stakeholders. While they may vary from company to company, they can include individuals from HSEQ, site-service, engineering, and risk management.
The next step should be to identify a specialized and trusted recovery partner. It is important to address impacted equipment as soon as possible after an incident, to allow for optimal probability of restoration. Your recovery partner will evaluate the secondary damage and conduct the proper chloride analyses to assess the contamination levels from HCI, as well as determine if the contamination has spread. For certain types of equipment, immediate and simple intervention can significantly reduce the cost for recovery or replacement. The recovery engineer on site will prepare a corrosion risk report that can then become a recovery plan, which will include not only your trusted partner, but often operators, service organization, suppliers, and OEM's.
Recovery of technical equipment is often times faster, less costly, and a more environmentally sustainable solution than the replacement of equipment. For more than 35 years, restoration methods have been proven to be extremely reliable; they are approved by several certification agencies.
As mentioned earlier, many corrosive substances develop during combustion of materials. It is therefore important that the recovery engineer be fully aware of this risk during the inspection of the WTG. To determine the need for further analysis of corrosion risk, the combusted materials and extinguished agents must be taken into consideration. If this is evaluated as a specific risk, the recovery engineer must take surface samples for lab analysis.
Replacement of certain components may be feasible - your trusted partner will be your primary source of information for the next steps. After a contamination event, the recovery percentage goal is to achieve 100 percent reliability of the equipment in question. Having a well-functioning contingency plan in place allows restoration specialists to be on site that much sooner after an incident, resulting in a higher likelihood of equipment being restored, reductions in down time, and lower overall costs.
Hans Christian Sørensen is a Sales Manager for AREPA in the Silkeborg, Denmark office. With nearly 15 years of experience in the recovery industry for technical equipment and installations, Hans Christian evaluates the value of preparedness and contingency planning, with a focus on the energy sector. AREPA's global team has over 35 years of experience providing comprehensive recovery solutions following property loss to critical equipment and systems.
AREPA | www.arepa.com
Author: Hans Christian Sørensen
Volume: 2019 May/June