


Ground Ring Grooving: Causes and solutions



Electrical erosion of ground rings in wind turbine generators is an expensive problem faced by all wind farm owners and operators. Erosion results in loss of revenue due to downtime, cost of replacement materials, and cost of labor for installation. Current remedies include in-situ lathing of the ring, or removal of the ring to be lathed in a shop; both fixes are costly, time consuming, and remove material (life) from the ring OD. This article will discuss the causes and solutions for optimum performance, and extended slip ring life.
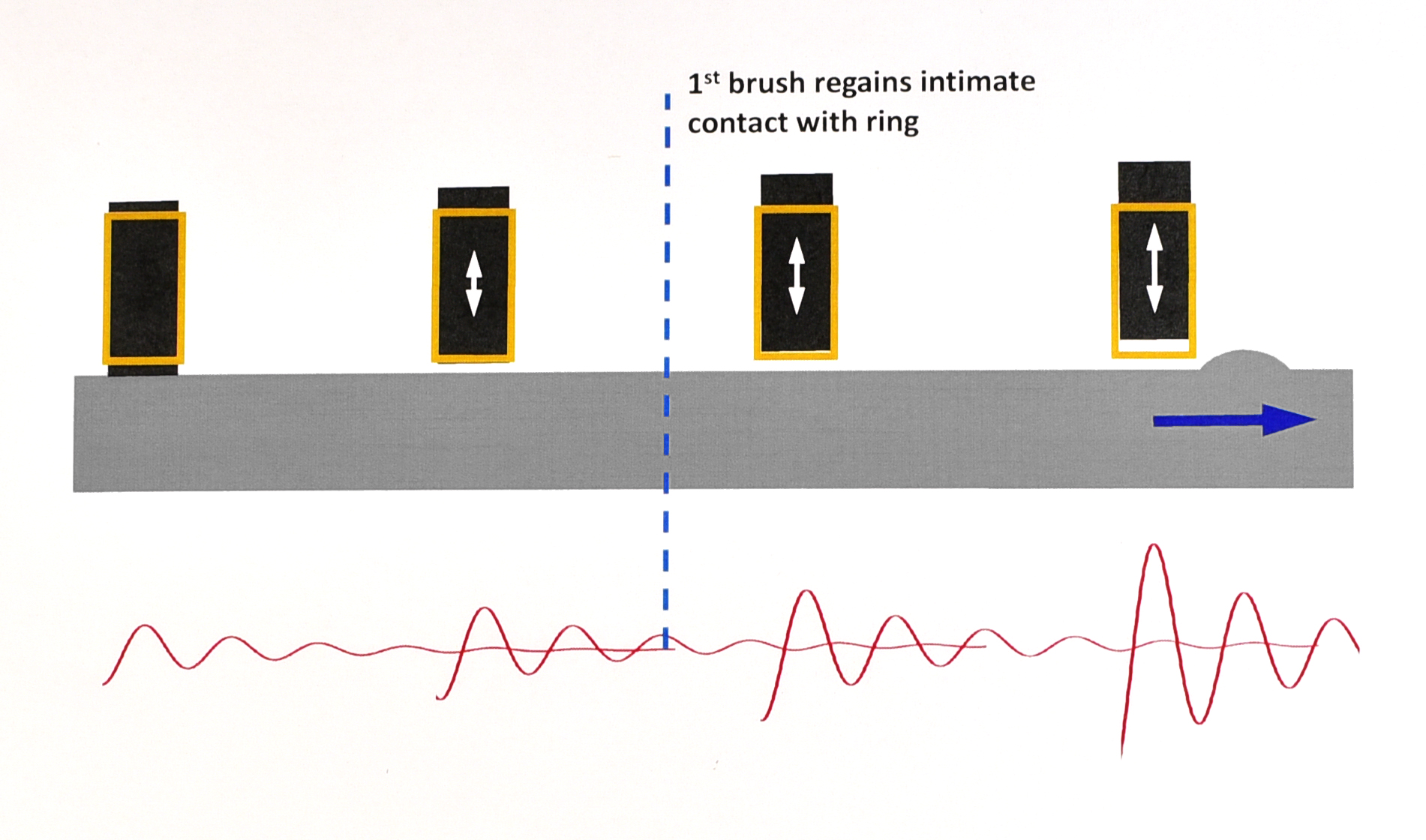
Ground ring grooving is caused by arcing between the collector ring and the brush face. "Footprinting", also referred to as "ghosting" or "photo imaging" is the marking of the brush face into the collector ring, relative to the span of the brushes. Footprinting starts to occur when a disturbance forms on the ground ring from vibration, mechanical wear (high spot), bent shaft, or any combination of the three. The disturbance will lift the brush off the ring as it travels underneath the brush face, creating an air gap between the ring and brush (Figure 1). The high inductance of the circuit maintains current flow, causing footprinting and arcing. Taking steps to correct footprinting can help avoid further electrical erosion and extend ring life.
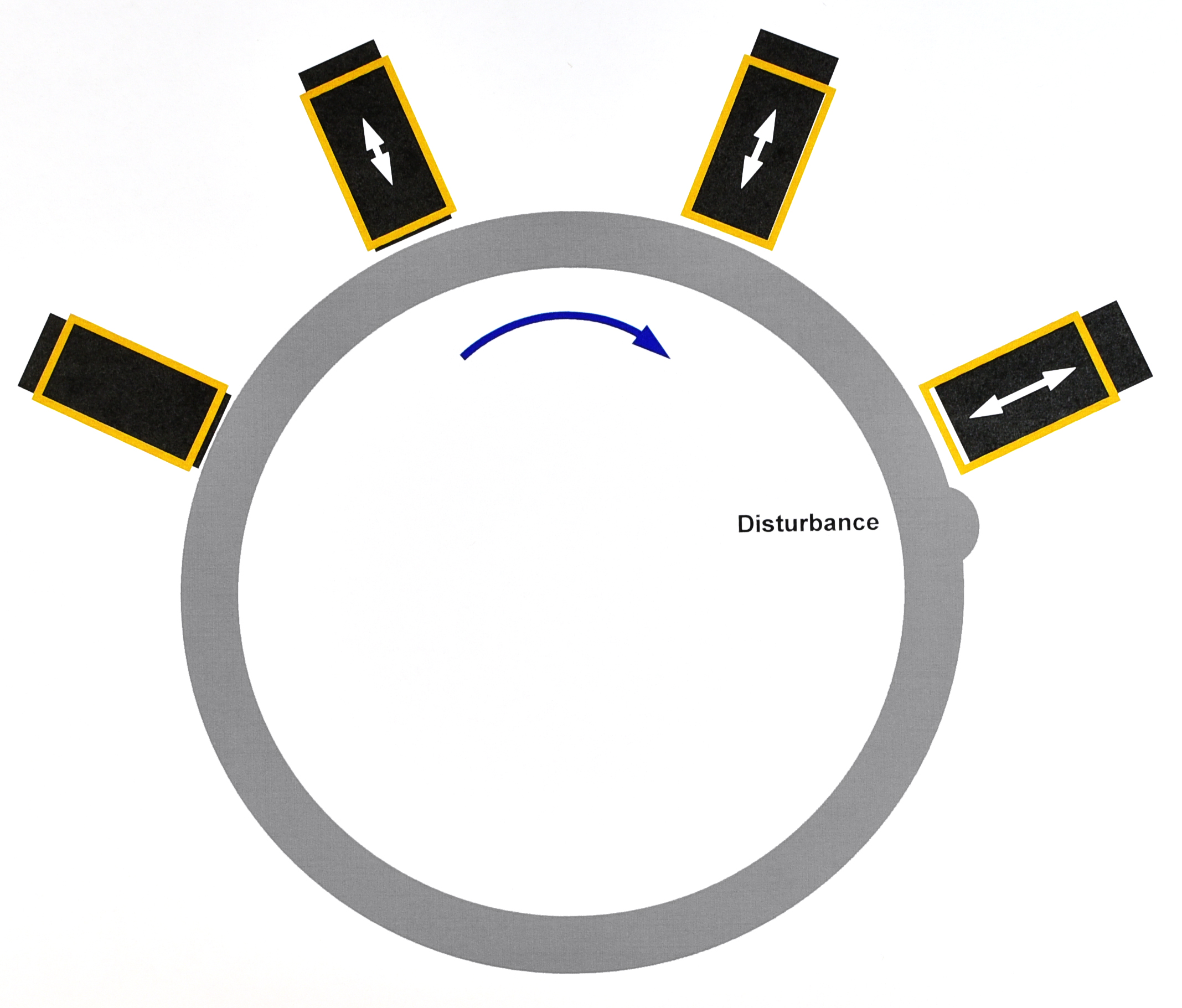
The OEM single pocket ground holders allow only two brushes, covering 40 ° (1/9th) of the ring. This design attempts to eliminate arcing by having a second brush to carry the current, when one of the brushes loses intimate contact with the ring. Unfortunately, the brushes are too close together to solve the problem. The brushes experience a bouncing effect when they are forced back to the ring, from the constant force spring. With this design, the bouncing oscillations of the first brush are very likely still occurring when the second brush sees the disturbance (Figure 2). With a two-brush design spread only 40 °, the probability that both brushes leave the ring simultaneously increases significantly.
FOUR POINTS OF CONTACT
The goal is to ensure at least one brush maintains intimate contact with the ring at all times; replacing the single pocket holders with double pockets that are height adjustable will achieve this goal.
The proposed solution to ground ring grooving is to replace both existing single pocket holders with adjustable, double pocket holders. This doubles the points of contact to 4, and improves coverage and brush stability (Figure 3). Adjacent brushes may still simultaneously lose contact with the ring - the two additional brushes are there to support during such an occurrence, effectively protecting the ring from electrical erosion.
By changing the mechanical parameters of the carbon brush assembly, footprinting and arcing can be eliminated (Figure 4). Two additional brushes in stable, adjustable holders, over a larger arc of the ring OD, will provide three times the coverage of the OEM design. This modification will drastically reduce slip ring damage, save money, and improve uptime.
Once the proper holder design and adjustments are made, using the correct carbon brush material can be an additional key to  performance. Brushes should have low friction and low contact drop, as well as be properly treated to survive in harsh environments. Wind turbines can be sited in salty sea air, high humidity environments, or in extreme cold, high altitude, and low humidity environments.Ground rings, like all of the individual components of a wind turbine, are a crucial part of the whole machine. Just as with any machine, the key to keep it running properly is to maintain each piece. By ensuring that brushes, holders, and springs are all properly designed, and correctly adjusted for their operating environment, you can avoid extra downtime and increase overall profits.
performance. Brushes should have low friction and low contact drop, as well as be properly treated to survive in harsh environments. Wind turbines can be sited in salty sea air, high humidity environments, or in extreme cold, high altitude, and low humidity environments.Ground rings, like all of the individual components of a wind turbine, are a crucial part of the whole machine. Just as with any machine, the key to keep it running properly is to maintain each piece. By ensuring that brushes, holders, and springs are all properly designed, and correctly adjusted for their operating environment, you can avoid extra downtime and increase overall profits.
Cole Terwilliger works on the application engineering team within the electrical carbon division of Morgan Advanced Materials. Cole has a chemical engineering degree from Penn State, and worked on a process making catalytic converters. Morgan's carbon business includes 35 manufacturing facilities across 5 continents.
Morgan Advanced Materials | www.morganelectricalmaterials.com
Volume: 2018 July/August