What Makes a Good Solar Module?



Promises made at the time of sale do not provide module buyers with adequate guarantees in respect of quality and energy yield. Actual performance is what really counts. Knowing what constitutes a good module can mitigate the risk for customers and manufacturers alike.
Inadequate performance guarantee
Manufacturers like to advertise with a performance guarantee, such as a minimum residual performance of 80 percent after 25 years, for example. However, this guarantee is only enforceable if the company is still in existence. Reinsurances, too, are only valid for as long as the insurance premiums continue to be paid, and the company is still trading. Even when these reinsurances exist, they are structured in such a way that they only begin two or five years after production of the modules.
 Proof of performance is not exactly unproblematic, either; laboratory measurements today are relatively accurate, but an unaged reference is required for this purpose. And where is such a reference to be found after five or ten years? In its absence, the customer bringing the action must accept tolerances of +/- 3 percent, or even +/- 5 percent. These tolerances are calculated to the disadvantage of the customer. As a result, the limit for claims rapidly drops from 80 percent to 75 percent. The customer is required to supply the evidence for every single module, and the costs for the removal and laboratory measurement can amount to as much as the cost of a new module. Moreover, if the complaint concerns the system as a whole, the customer requires good data from a system monitoring with calibrated solar radiation and temperature measurement.
Proof of performance is not exactly unproblematic, either; laboratory measurements today are relatively accurate, but an unaged reference is required for this purpose. And where is such a reference to be found after five or ten years? In its absence, the customer bringing the action must accept tolerances of +/- 3 percent, or even +/- 5 percent. These tolerances are calculated to the disadvantage of the customer. As a result, the limit for claims rapidly drops from 80 percent to 75 percent. The customer is required to supply the evidence for every single module, and the costs for the removal and laboratory measurement can amount to as much as the cost of a new module. Moreover, if the complaint concerns the system as a whole, the customer requires good data from a system monitoring with calibrated solar radiation and temperature measurement.
Certified products
The customer can get around many of these problems, however, by making sure to install a "good" solar module in a "good" solar system (mounting system, DC cabling, inverter, etc.). Then the risk of reduced performance becomes relatively small, and the provisions for further risks can be reduced.
Look for a supplier with systems for the production of wafers, solar cells and solar modules. Because production system performance is linked to the processes used, this type of supplier can provide its customers not only with the system but also, on request, a process consisting of bill of materials and formula. As a consequence, the customer can immediately manufacture and offer products certified to IEC 61215 using this production system, without the need to undergo the certification process himself.
The importance of performance
Certification alone doesn't provide enough information. Only details of the actual performance of a solar module can assure the manufacturer and end-customer. It has become apparent, from a number of trials, that the performance of a solar system is determined by the energy yield. This particularly impacts electricity generation costs.
Diagram 1: Efficiency and module costs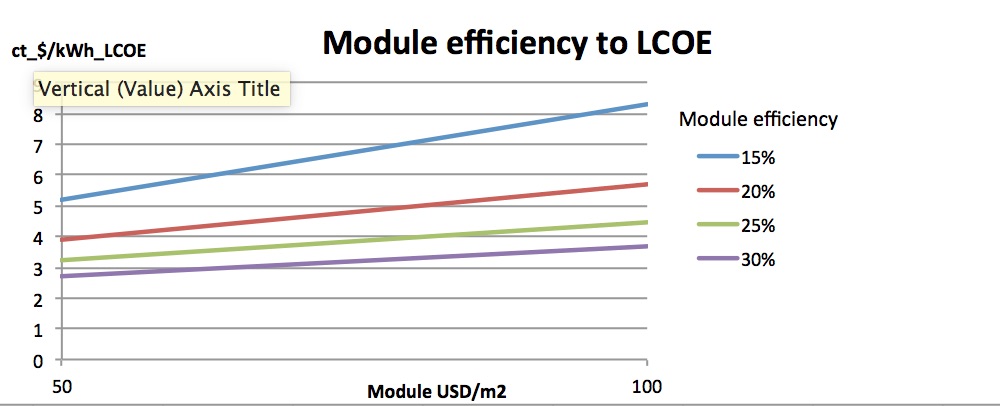
Diagram 1 shows that more efficient modules may cost more for the same LCOE (levelized cost of energy). Put another way, the LCOE is reduced accordingly for the same costs. The LCOE value in US cents per kilowatt-hour is shown on the y-axis, while the module costs per square meter are represented on the x-axis. The plotted lines always apply for a given module efficiency.
The calculations for Diagram 1 always assume the same WACC (weighted average cost of capital). Since the solar system costs for the mounting system accrue in square meters, and since module efficiency affects the watt peak capacity per square meter relationship, the module costs were calculated per square meter. In the case of crystalline solar modules, the cell efficiency is around 1.5 percent higher in absolute terms, than the module efficiency. In the case of bifacial modules, an actual module efficiency that is typically 10 to 30 percent higher than for monofacial modules may be assumed. Since technologies with higher efficiency also have a better temperature coefficient, typical coefficients were used for the calculation.
This comparison is easiest if different solar modules are compared in relative terms in one location:
- Inaccuracies in the measurement of the local solar radiation and temperature are eliminated.
- There is no need for a physical model for the behavior of the module in different environmental conditions.
These statements, however, have their limitations: Strictly speaking, the comparison is only valid for:
- The small number of solar modules under comparison;
- The current location (solar radiation, temperature, albedo, pollution, etc.).
Nonetheless, these are relatively minor limitations, since the physical properties of the different technologies are quite well known, and estimations can be made with a relatively small margin of error. The inaccuracies due to imprecise climatic measurements are greater by a factor of ten, as such measurements cannot be carried out in laboratory conditions.
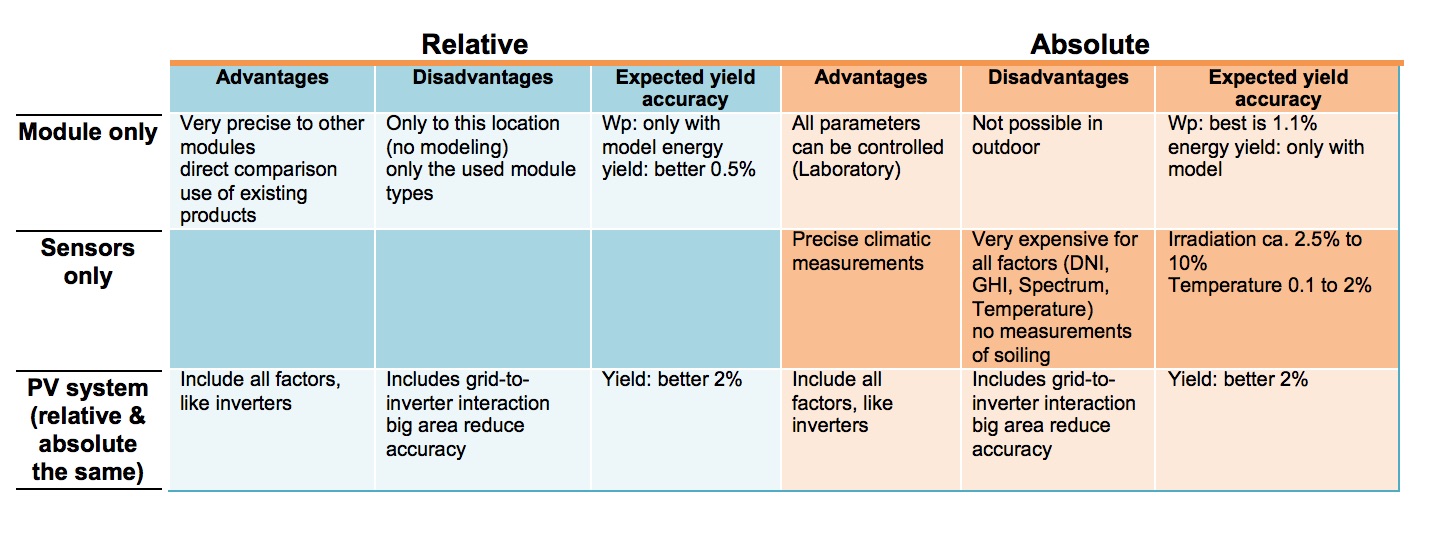 Diagram 2: Advantages and disadvantages of performance measurement
Diagram 2: Advantages and disadvantages of performance measurement
The uncertainties in Diagram 2 are estimated, and may be higher in individual cases. Laboratory measurements and outdoor measurements were examined separately.
The comparison offers a further advantage inasmuch as technologies for which there is still no general standard are compared, such as in the case of bifacial modules (for them, an IEC standard is in the course of preparation).
Using a combination of relative and absolute measurements enables the advantages of both worlds to be combined. Moreover, with extremely accurate measurements, second-order effects such as degradation can be identified relatively quickly and their cause isolated.
Advantages of HJT technology
Diagram 3: Results from the measurements at different locations with the same technologies
Diagram 3 clearly demonstrates that bifacial technologies add up to a higher energy yield. Moreover, HJT technology has a higher energy yield than modern PERT technology.
All modules were precisely characterized in a laboratory beforehand. The measurements are totally identical and simultaneous. Should one measurement at a particular time exhibit poor quality, the measurements for all modules at this particular time at that location are ignored. Only those measurement times, during which neither the face of the modules nor the reflection from the rear is impeded by shade, are taken into consideration. This enables a fair comparison of the energy yield.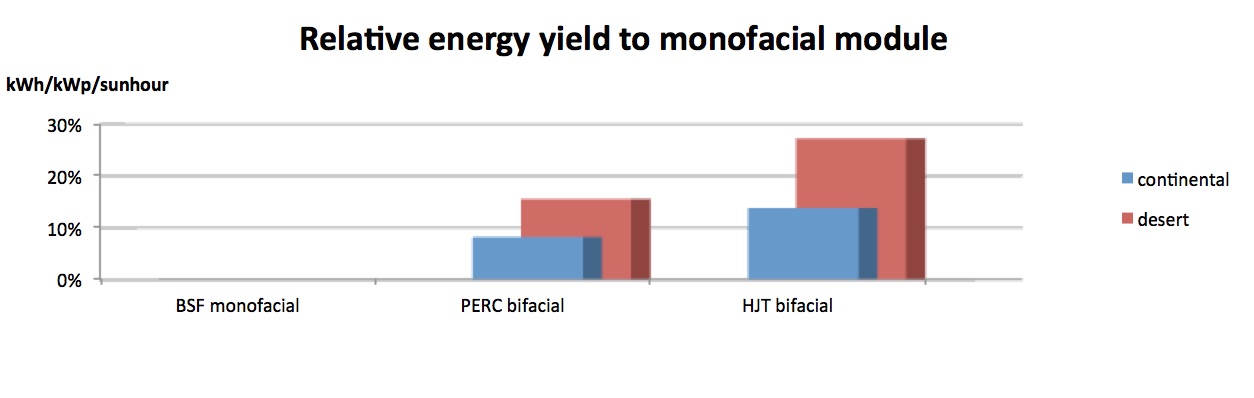
Diagram 3 illustrates the relative results for the energy yields of three technologies. Because two bifacial modules were used, the location's albedo is already taken into account. A typical, non-optimized albedo was chosen. The modules are subject to the normal pollution occurring at the location, and are periodically cleaned, always in the same way. Since the energy yield of bifacial modules is greatly dependent on the installation height, the modules used for the comparison all have the same installation height.
The differing energy yields of the different locations can be clearly seen in this comparison; it is apparent that the new HJT technology always has an advantage. Thanks to the use of n-type wafers and, among other things, the electrically shielded design of the HJT cells, PID (potential induced degradation) and LID (light induced degradation) are not to be expected.
With regard to its anticipated service life, the following statements can be made on the HJT module depicted: This is a glass/glass module with butyl edge sealing and extremely high-quality encapsulant (TPO). The unit costs for a module of this type are only marginally higher in mass production than for modules using other technologies, and incorporating the same number of cells. However, performance, energy yield and anticipated service life with massively reduced degradation are significantly higher.
A final point certainly concerns the manufacturer's bankability: With HJT technology, almost the only remaining questions are whether the manufacturer is really using the right materials and has assembled the module correctly. Once the HJT module is on the market, barely any relative performance reduction over that of a PERT module is to be expected.
André Richter was born in Hamburg, Germany, in 1968. He studied electrical engineering at the Technical University Hamburg-Harburg. He has been active in the solar industry as CEO and Technical Director for many years. Since 2010, André has worked as Business Developer Technology in the innovation department of Meyer Burger Technology Ltd, a PV technology company with a holistic offering of equipment, processes and technical expertise.
Meyer Burger | www.meyerburger.com
Volume: 2017 July/August