Lowering the Levelized Cost of Energy for Wind Farm Facilities



Levelized cost of energy (LCOE) can be defined as the total cost of installing and operating a wind project expressed in dollars per kilowatt-hour of electricity generated. These costs include installation, financing, taxes, operations and maintenance (O&M), salvage values, incentives, and electricity produced over the life of the wind farm.
Since 2009, the cost of wind energy has dropped 66%, mainly due to innovations in siting techniques, larger rotor diameters, and taller towers, all of which allow the capture of more electrons from the wind, as well as increases in the turbine's name-plate capacity. This is good news for the owner/operators whose new turbines have been designed with these innovations, but the United States has a significant quantity of installed base wind turbines that do not incorporate them. Therefore, the owner/operators are faced with the task of lowering O&M cost and improving turbine performance in order to optimize revenue production, and improve their Return on Investment (ROI).
The challenge for some owner/operators is the lack of internal resources to find solutions for the low-hanging fruit. Little support comes from the OEMs, since their resources are more focused on developing the next generation of turbines and solving failures on the larger components. This leaves little time for the OEMs to support some of their older technologies, and find solutions for common issues.
One of the most important responsibilities within the operations team, is understanding the lost revenue associated with turbine downtime, and all direct and indirect costs.
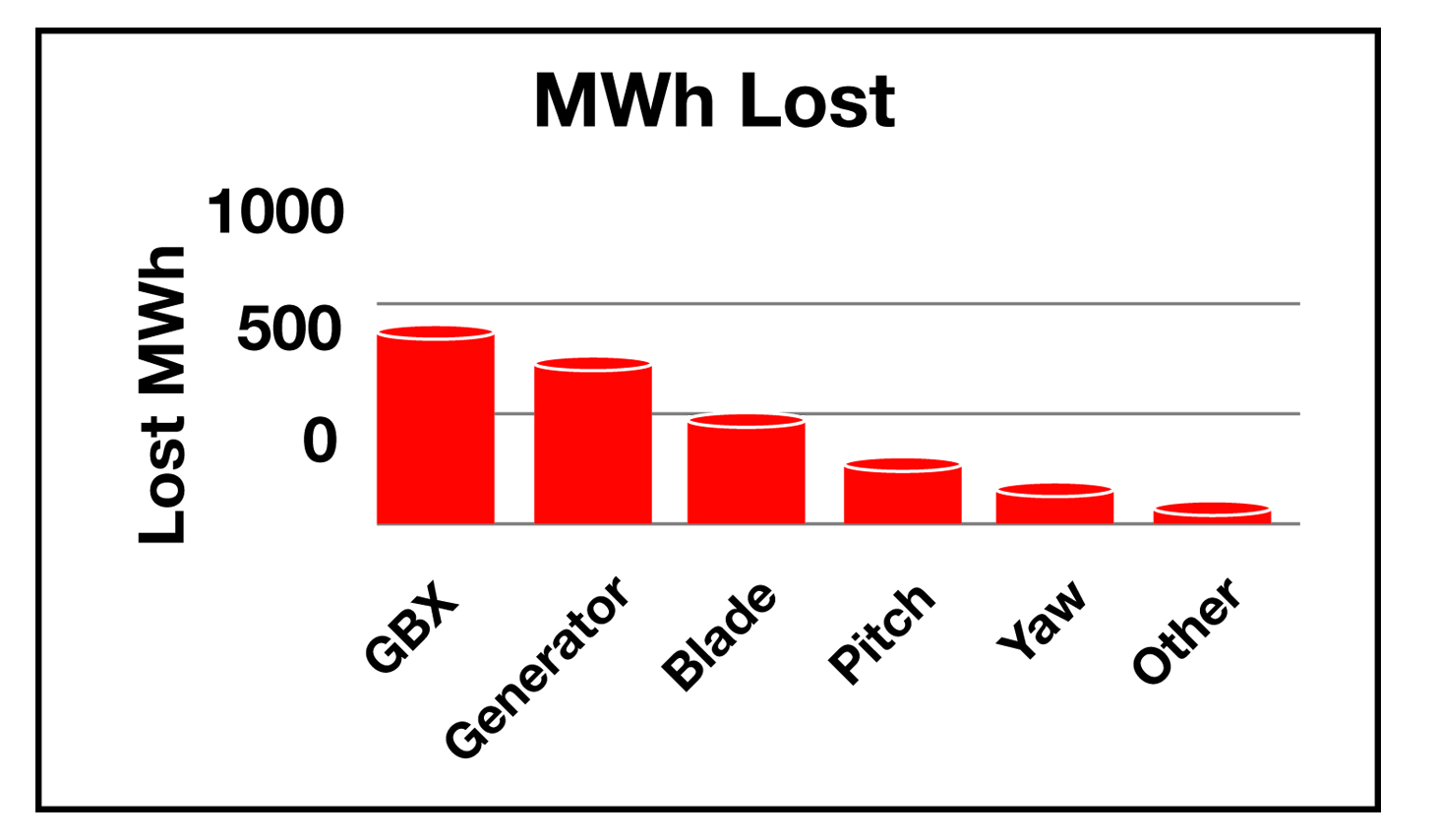 Data is needed to evaluate the frequency of repairs, parts being replaced, and costs. For example, gathering mega-watt hour (MWh) lost data and plugging it into a Pareto chart can quickly become a powerful tool to identify the lost revenues associated with failing components. The image to the left illustrates the low hanging-fruit as lost MWh related to the yaw and pitch systems.
Data is needed to evaluate the frequency of repairs, parts being replaced, and costs. For example, gathering mega-watt hour (MWh) lost data and plugging it into a Pareto chart can quickly become a powerful tool to identify the lost revenues associated with failing components. The image to the left illustrates the low hanging-fruit as lost MWh related to the yaw and pitch systems.
Other direct and indirect costs which need to be considered:
- Technician utilization rate - capture and comparison will flag any potential inefficiencies that need to be addressed, and highlight those sites that are performing well against those that need improvements;
- Increases in wind technician labor hours;
- Increases in turbine repairs;
- Stocking increased inventory to keep up with the replacement of failed parts;
- Increases in safety hazard due to increased number of turbine climbs;
- Possible liquidated damages due to not meeting certain production or availability targets, depending on the power purchase agreement.
Gathering and understanding the data listed above will be vital in the development of the business case used to determine alternative solutions.
Once the low-hanging fruit has been identified, it's time to select a vendor with the engineering capabilities to perform root cause analysis, and one who has partnered relations with various manufacturers to develop solutions. Look for vendors who can, not only reverse engineer, but also improve upon the original design to better suit current operating conditions under which the turbine is running.
The following two case studies exemplify how an owner/operator (the customer), working with the right vendor, found various cost savings solutions which lowered the LCOE for their respective wind farms.
 Filter relocation project
Filter relocation project
The inaccessibility of an OEM gearbox filter took wind technicians 30 to 40 minutes to replace. In some cases, it was documented the technicians avoided changing the filter all together due to its obscure location. The customer realized the latter could have devastating consequences to the components, and a solution had to be found. The customer's and vendor's engineers, along with the vendor's fluid power specialists, worked closely with various manufacturers to find a solution. This coordination resulted in the design and development of a filter relocation kit, such as the one shown, to a more serviceable location.
This was approved as a cost savings solution, which resulted in the customer installing the retrofit design on all their turbines, with labor savings of two man-hours per turbine. They also managed to significantly lower the risk of filters not being changed out on a timely basis. Improvements were made to the filter to increase the dirt holding capacity, and lengthen times between change outs.
Proportional valves failing at high rates
OEM proportional valves were failing prematurely; leading to lost revenues, increase in cost, and technicians performing unnecessary climbs. The customer engaged the services of a qualified vendor to better understand the current operating conditions in which the valves were failing, and perform a root cause analysis of the failures. It was determined the OEM valves were underdesigned to handle the operating conditions and loads under which these turbines were operating.
The vendor sought out various manufacturers who could design a more robust valve based on the loads these turbines were experiencing. The vendor, along with the customer's engineers, approved a design from a single manufacturer. The manufacturer then built a prototype based on the approved upgraded design, and an independent organization performed a bench test, which included a pressure gain test, flow test, and leak rate test. The upgraded valve was then sent to the customer for field verification, which, upon completion, showed very favorable results. The customer is now in the process of retrofitting all of its turbines with the upgraded valve.
In conclusion, there are many ways that owner/operators may take action to reduce costs and improve the overall performance of their wind farm facility. A qualified vendor can play a critical role lowering LCOE, including that low-hanging fruit.
 Bill Carlisle is the manager/specialist of renewable energy for Motion Industries. Bill has 20 years of industrial sales experience with the last 10 serving Motion Industries in the renewable energy sector. This background has built insight to customer needs and recognizing the relationship and balance that must exist between owner, operator, OEM, and various third-party industrial service providers.
Bill Carlisle is the manager/specialist of renewable energy for Motion Industries. Bill has 20 years of industrial sales experience with the last 10 serving Motion Industries in the renewable energy sector. This background has built insight to customer needs and recognizing the relationship and balance that must exist between owner, operator, OEM, and various third-party industrial service providers.
Motion Industries | www.motionindustries.com
Author: Bill Carlisle
Volume: 2017 January/February